
itsLitho 3D printing lithophanes generator allow you to reinterpret photos and art. What are these incredible things, how do 3d printed lithophanes work, and how can you create your own?
Lithophanes are an excellent material for 3D printing memories. You may 3D print your favorite photo in a simple flat frame or personalize it to look like a lamp or globe. And, today more than ever, it is possible to 3D print your own lithophanes using internet resources.
What is a 3d print lithophane, and how does it work?
Turning photos into 3D objects gives them more feeling and adds a new dimension. Lithophanes are a simple way to enhance your favorite pictures of various ways to do this.
Lithophanes are essentially embossed photos generated by a 3D printer. The print results don’t show much at first but shine some light through one, and you’ll be amazed by the details. It works because light passes through the thin parts while being blocked by the thick parts. In this way, the differences in light bring out the details of the image.
The term lithophane is derived from the Greek terms litho, which means “stone,” and painting, which means “to make apparent.”
The first lithophanes were constructed of porcelain cast in wax molds in the 1800s. However, with recent improvements in CNC and 3D printing technology, it is now possible to make lithophane at home.
Making pictures into 3D things gives them more emotion and adds a new depth. Lithophanes are a simple method to improve your favorite images among the different options.
A lithophane was the most customized item you could 3D print!
Lithophanes are genuinely one-of-a-kind; the recipient is guaranteed to like it, making the ideal present! It may even come in handy if you’re still stumped as to what to purchase your loved ones for Christmas!
It’s not a difficult assignment to complete, but it’s also not a simple one, as there are many various methods to go about it. We’ve tried a lot of different techniques to print images and haven’t always succeeded. However, once you do it right, the effects are incredible! So you don’t have to go through the learning curve yourself. Let’s look at how to turn a photo into a lithophane. (For the “full” experience, check out the videos of lithophane lamp at the end.)

Step 1: Select an Appropriate Image
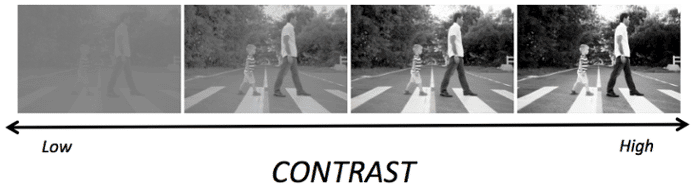
Making sure you have a high-quality image is half of the job. Lithophanes function by highlighting the brighter elements of the image while obscuring the darker areas.
The first step is to select a photo or image suitable for 3D printing. Because not all photos will appear excellent when 3D printed, consider the following factors when choosing the perfect shot: A good lithophane image has more contrast and sharpness, ensuring a clear differentiation between the image’s varied shades and sufficient clarity.
When selecting an image for lithophane 3D printing, make sure it has a reasonable contrast ratio. The image must be sharp and clear, with enough brightness to show all of the image’s shadows. The higher your image quality, the better your 3D-printed lithophane will be.
Because the 3D printed photo will mostly appear in shades of grey, it may not be a good fit if any essential details require color.
A lithograph may not appear as beautiful as a picture with many details, so a basic image with a uniform background would be preferable.
Note that these are only suggestions; the print quality of your printer and the size of your lithophane will have a significant impact. You can probably print any picture if you have a well-calibrated printer.
We’ll see how they look as lithophane in a printer!
Step 2: Choosing the Correct Software
There are a few options for creating a 3D model from a photograph:
- ItsLitho web application
- Cura (version 13.11 and up)
- Lithophane Makers website
- Customizable Lithopane thing on Thingiverse
- PhotoToMesh application (Not free)
As you can see, you have a few options to choose from the list above. However, The ItsLitho 3D printing lithophanes generator is the greatest one I’ve found so far, and I’ll be using it in this tutorial.
The ItLitho web application is helpful since it allows you to modify the image before generating the 3d model and adding a frame. It will also scale down the picture for you.
Step 3: Producing a 3D Model
You can do it with Cura or any other application to create our 3D printing lithophanes. However, in this instruction we would be using ItsLitho 3D printing lithophanes generator.
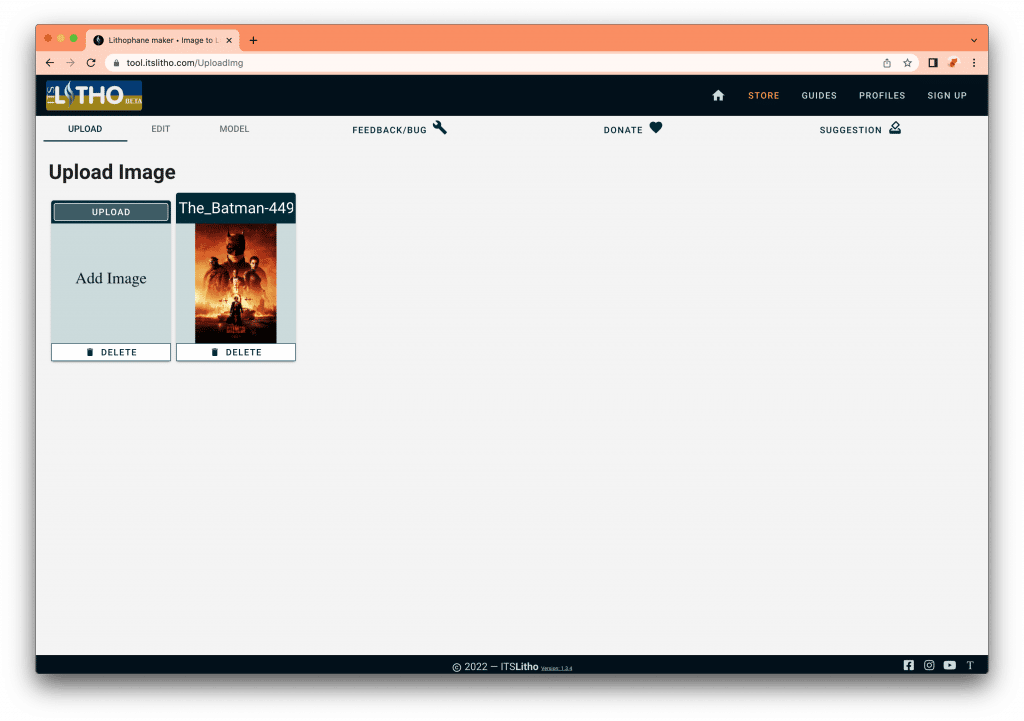
You can make a collage of photos by uploading multiple images. First, you need to pick the “UPLOAD” tab on the top left corner, click the upload button, and select the photo/photos you want to lithophane. It will load the image and display it in the same window. When your photos are uploaded, click on the “EDIT” Tab, where you may alter the image’s various properties, such as Contrast, Brightness, Exposure, and Blur for the best result. There are also Grey scaling and Image transformation options.
Once you’ve found an image you like, upload it and proceed to the “MODEL” tab to adjust the settings for how the lithophane should be printed.
“Shape options” will change related to shape type. First, select the shape of the lithophane you wanted to 3d print. Then adjust the other settings. Adjusting the attributes below will be enough if you make plane lithophane.
- Width (mm): This is the lithophane’s width; it will be related to the Height parameter to ensure that the aspect ratio is constantly maintained.
- Height (mm): This is the lithophane’s height; it will be related to the Width parameter to ensure that the aspect ratio is constantly maintained.
- Min Thick (mm): This is the lithophane’s thinnest depth.
- Max Thick (mm): This is the lithophane’s thickest depth.
The essential metrics here are Min and Max Thick. The larger the Max Thick value, the more shades of grey you can have, but if you set it too high, the lithophane will be too dark to display its full effect with a backlight, and the print time will be significantly increased. The default value is 3.2 mm, which I think is a good figure, but you might want to bump it up to 5-6 mm for a more detailed print (the higher the number, the longer it will take to print; however, if you’re impatient, 2 mm might enough). On the other hand, the Min Thick parameter should be as minimal as possible to avoid blocking light and affecting your lithophane.

While the Width/Height parameters are self-explanatory, now is a good time to mention that a print of 100×100 mm in size (or close to it, depending on the picture’s aspect ratio) is a good trade-off between the print time and print details for optimum results. The larger the print, the more detailed it will be; however, printing can take long. Printing smaller 50×50 mm lithophanes or lower for low-detail prints is also possible.
The next option is “Frame options” while the Frame thickness can be set at zero, I prefer to create a 1 mm or 2 mm border around the print. Also, you can adjust the depth and the angle of the frame based on your appetite.
Now, it’s time to set “Quality options”. The “mm per pixel” parameter is important because it allows you to set your lithophane visual quality. Typically, a standard-setting 0.1 mm per pixel is enough. If you want to reduce the size of your image and the quality of your 3D printed lithophane. You need to increase this setting. However, if you have a small nozzle and want to improve the quality of your lithophane. Employing 0.05 mm per pixel will offer you a quality boost; otherwise, 0.1 mm per pixel would suffice.
The higher the resolution, though, the longer it will take to slice the model. Using 0.05 per mm pixel on my sample photos increases the slicing time substantially, turning it from a few minutes to an overnight operation (more on that later), so you may want to keep it at 0.1 mm per pixel regardless of nozzle size and length. Also, some slicers can handle only 500MB files. So it is better to keep your .STL file under the limit of your slicer.
Under “Attributes” section, you will see some other options about lighting your lithophane. If you want ti light your lithophane, turn on the “Enable lamp” and set the “fitter options” to Puck. Now it will add needed parts to the back of your lithophane. Also you can turn your 3D printed lithophane to night light by turning on night light option. Adjust the settings for your needs.

You can observe how each parameter impacts the print on the Model viewer section until you’re satisfied, then save your 3D model to an STL file using the “DOWNLOAD” button. On the bottom right corner. In 1 to 10 seconds, your high-quality lithophane will be ready. When the 3D printing lithophanes is prepared, the download button will display automatically. You can download the lithophane and attributes separately or together. Also, you can make your lithophane colorful. Check our colored lithophane article for more details.

Step 4: Slicing Your 3D Print Lithophane Model
You now have a beautiful 3D model, but you need to print it! While most lithophanes tutorials and tools show you how to build the STL file, you’ll seldom encounter one that shows you how to slice the model.
When it comes to slicing your model, there are a few factors to bear in mind:
- Print your lithophane vertical if you need to use brim or skirt.
- Set The infill percentage to 100%, and infill type rectilinear at a 30° angle.
- Also, try using extra walls/perimeters instead of a 100% infill. They produce solid darker portions, resulting in enhanced contrast but increased print time.
- It is better to select the lowest layer height supported by your printer.
- Use slower speeds to achieve better quality.
- The model should not be scaled.

To have better quality 3D print your lithophane vertical. You do not need to worry about losing details in thin sections if you print it vertically. However, using lower layer height still affects having better quality lithophanes.
While printing, your print can become loose and fail. Because we are using vertical printing, the adhesion area can be so small. Therefore, Using a brim or skirt will prevent falling and failing your print.
Do not use inappropriate slicing parameters.
It’s vague, but use your common sense and go over most of your slicing alternatives. For example, there is an option to skip infill every X layer in some slicers, which you should disable. In Cura, there is an option for how much overlay the infill has with the perimeters, which you should set to 0 because you don’t want the overlay to darken part of the image. You don’t care about the rigidity of the printed part because it won’t be used in a mechanical system.
If you want to scale the model, go back to the previous step and alter the value in the Lithophanes application rather than scaling the model in your slicing tool; this way, your print will retain its resolution.

Step 5: Print it out and have fun!
You can now print your model once it has been sliced. Use an SD card reader instead of a USB connection to print your model if your printer has one. This is because the print may have a lot of details on some layers, and the USB connection may not be fast enough to send all of the G-code to the printer, causing it to pause while receiving the G-code over USB. These small pauses will leave blobs of filament in print, lowering the overall quality.
To avoid warping, ensure your bed is prepared correctly and your printer is calibrated, particularly in filament width, E-steps, and flow rate/extrusion multiplier. To prevent oozing, make sure the print temperature for your filament is set correctly.
Color filaments look lovely; however, they don’t produce the same results as white filaments. You can also try other bright colors like yellow, but it’s better to stick with white since the image will be black and white. Also, do not use translucent filaments; they will let the light pass through your print and ruin the result.
Finally, once the print is complete, the final, crucial step is to flash a diffuse light behind the lithophane to reveal the print in all of its brilliance. The distinction between lit and unlit lithophane is enormous. It will look better with daylight than with a flashlight, but it will be fine if the light is diffuse and not too intense. Take a look at the video above to see how light affects the 3d print.
Final Thoughts
As you can see, selecting the right image to use is critical because it significantly impacts slicing time, print time, and the overall outcome. If you have a well-calibrated printer and a bit of patience, you can use almost any image. Follow the 5 Steps below and make your own fantastic 3D printed lithophane.
How do I convert pictures to 3D print lithophane in 5 steps?
Step 1: Pick the best image
Step 2: Choose the right lithophane maker free app
Step 3: Adjust the lithophane 3d print settingsaccording to your desired result.
Step 4: Select the right 3D print slicer and set it correctly.
Step 5: 3D print lithophane and have fun!
Can you use PLA for 3d print lithophane?
As you know, PLA is the friendliest material to use, so it is a great option to print lithophanes. When the thinnest parts are printed, it seems translucent, and it becomes darker when the thickness increases. This effect becomes even more notorious when a white PLA is used.
Although you can use any light color, white is the best option because it achieves the best results even with low-power lamps. Dark colors don’t let the light pass through the lithophane, so these are not suited for this.
The disadvantage of 3D printing lithophanes with PLA is the limited thermal resistance of this material. At 60°, PLA starts to lose its shape and becomes soft. Many people make lithophane lamps, and if the lightbulb gets too hot, PLA could melt and ruin the object. An excellent solution for this is to change the lamp for one with LED lights. These are brighter and don’t heat up too much.
Another great option to print lithophanes is PETG, which is even more translucent than PLA (soda bottles are made of this material). It can withstand higher temperatures and doesn’t break so easily. As a negative part, this material is not that easy to print. It can cause more warping, low adherence between layers, and delamination. Besides, it requires a heated bed to be used.
Nylon can withstand up to 90ºC, and it’s even more translucent than PLA, so it can be used for this kind of print. If you are very skilled in 3d printing, you can try a Nylon lithophane, but in my opinion, it’s not worth it.
This material is more expensive and really difficult to print. It must be dry, or it will start clogging. Also, you will need a special hot-end: Nylon needs nearly 250ºC to be printed. If your extruder has 3d printed parts, forget about Nylon.
I don’t recommend using ABS for this. It can indeed resist higher temperatures, but the opacity of this material is too high. Thin ABS layers can block all of the light from the lamp, so you won’t be able to see any image in your lithophane.
In a nutshell, PLA stands as the best option. Now choose an image, turn your printer on, and get into the lithophanes’ world!
Can I sell 3d printed lithophane?
You may sell lithophanes made with this service without paying us anything if you follow copyright laws. To support the service, become a patron, link to LithophaneMaker.com when you show others your lithophanes, and buy through our affiliate links.
How thick should 3d print lithophane be?
This is a calibration tile for finding the “maximum thickness” to enter lithophane generators like ItsLitho.com (3D printing lithophanes generator), lithophanemaker.com or 3dp.rocks.
Values of 3-4mm usually work well. Still, since every filament absorbs light differently, you might want to run a quick test before spending hours printing a whole lithophane only to find that it’s too dark to see anything or too light to get a nice contrast.
That’s where this print comes in.
Using only 5 grams of filament and printing in just 30 minutes using the settings below quickly gives you an idea of how much light the filament absorbs at different thicknesses.
Features:
- Each “block” is a different thickness, ranging from 0.5mm to 7.0 mm. The number on each block gives the consistency in mm.
- The numbers are cut 0.5 mm deep into the block. This gives you an indication of how much contrast you’ll get at each thickness. You’ll notice that the thicker the block, the worse the contrast gets vs. the numbers.
- The decimal point of each number is cut almost the full depth of the block, leaving just 0.5mm of plastic at the back. This indicates the maximum contrast possible at each thickness (the dot is the lightest color possible, while the block is the darkest color possible, at each particular thickness).
- You’ll notice that the thicker the block, the better the contrast gets vs. the decimal point.
- The only exception to the above is the 0.5mm tile. Since following the same rules would result in holes instead of numbers, I have extruded the text outwards by 0.5mm from the tile face. This tile serves more to fine-tune your temperature and single-extrusion settings than thickness testing ;).After printing, try and choose a thickness where you get the best balance of contrast between all the elements in the tile. Use that as your “max thickness” in lithophane generators.
Download the 3D printing lithophanes thickness calibration tile
What makes a good 3d print lithophane?
The general rule is that if an image looks impressive in a photograph, it likely will make a good lithophane. If it doesn’t look good as a standalone photograph, converting it to a lithophane won’t likely make it look any better.
Should lithophanes be positive or negative?
The negative setting for 3D printing lithophanes is suitable for regular photos. The positive or negative toggle in the settings impacts how the dark and bright areas get treated. The whiter areas of the source photo will be thinner in the lithophane to accurately project the image as light passes.
How do you make lithophane night light (3d printed night light)?


