
Table of Contents
Learn how to manually calibrate a 3D printer and fine-tune your slicer settings by following our 3D printer calibration guide.
How to Calibrate a 3D Printer
The First Layer

A perfect first layer is essential for a good final print. If you position your nozzle too close to the bed, your first layer will be squished and probably ruined, forcing you to cancel your print. Besides that, if your nozzle is too far from the building plate, your print will be unable to stick to it and fail.
By adjusting the Z offset, you can boost your first layer. This value tells your printer how far to pull the Z-axis from the Z endstops — from the build surface. In a nutshell, you want your first layer to adhere to the bed completely. Increase the Z offset if you notice that the printer squishes the first layer or that the nozzle digs into the first layer. On the other hand, you should reduce the Z offset if the first layer peels away from the bed.
How to Level Your 3D Printing Bed Perfectly
3D Printing Not Sticking to Bed
How to Calibrate a 3D Printer
Stepper Motor Calibration of Your 3D Printer
Stepper motors are used in 3D printers to shift axes or the extruder a certain distance by rotating in small steps. If one rotation consists of 100 steps, the motor must rotate 50 steps to complete half a cycle. Calibration of stepper motors in a 3D printer entails deciding the relationships between steps and time.
Before calibrating the extruder, ensure that your 3D printer extrudes the correct material. You’ll need to send a few G-code commands to your printer to accomplish this. To begin, send the command M503 to your printer to retrieve all its settings.
Step 1: Collect your values
To calibrate the extruder, you must ensure that your 3D printer extrudes the correct volume. You will need to send a few G-code commands to your printer to accomplish this. First, give the command M503 to your printer to retrieve all its settings.
Steps per unit: M92 X100.00 Y100.00 Z400.00 E140.00 should be part of the output. The first three numbers represent the steps required by stepper motors to travel one millimeter in the X, Y, and Z directions. Keep these numbers in mind. We don’t need them now, but they’ll come in handy later. The last value, which is the number of steps the extruder motor takes per millimeter of extruded filament, is what we’re interested in right now. We call this number A.
After that, insert some filament in the extruder and label it about 50 mm above the end. Then measure the exact value with calipers, write it down and call it B. Extrude 10 mm of filament, measure the distance from the extruder’s top to the marked point, and name this value C. B – C is the sum of filament extruded. If B – C = 10 mm, the extruder is already correctly calibrated! If not, we have to adjust the extruder’s steps.
D = 10*A / (B – C) is the value to calculate. This value is the extruder’s latest number of measures per millimeter. It may be beneficial to repeat the process of measuring D many times and then take the average for the best results.
Step 2: Check your 3D printer’s extruder calibration
You must inform the printer of the new value to perform the calibration. Give the order M92 E[D] to the printer to accomplish this. Send the command M500 to do so. This command tells the printer the new value but does not save it. Now the extruder is calibrated correctly.
For example, suppose we calculated the length between the marked point and the top of the extrusion to be 53.10 mm before the test extrusion and 42.80 mm after the test extrusion. Then B-C is equal to 10.30 mm. Since 10*140/10.30 = 135.92, we will give the command M92 E135.92 if the extruder’s original number of steps per millimeter was 140.
Do not expect flawless results when calibrating the axes in this case or later. After you check that your calibration is correct, there will always be some variance, but as long as you are “pretty similar” (within a few percent) to the desired value, the printer must be well-calibrated.
Step 3: Check and calibrate your 3D printer’s axes
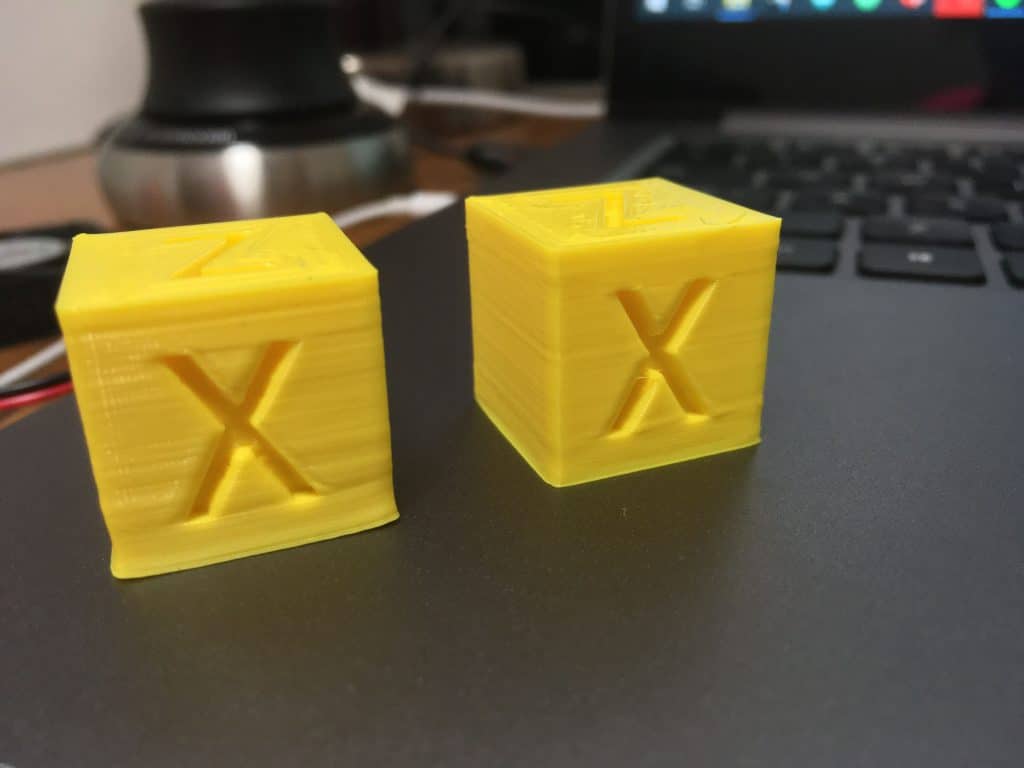
It’s also crucial to calibrate the printer’s axes after calibrating the extruder. Calibration of the axes is identical to the calibration of the extruder, but it allows you to print something. You may, for example, print a small cube. Build one in your preferred CAD program or your slicer software, or look at the templates in the article below.
3D Printer Test Models: The Best 3D Printer Calibration Cubes
Measure each dimension after the cube has finished printing. Replace (B – C) with your measurement, 10 with the target value of that measurement, and A with the M92 value for that axis in the same way you did with the extruder. Then, replace E with the letter referring to the axis you need to set, then send the necessary M92 commands to the printer.
Assume our cube is 20 mm on either side, but we measure 20.30 mm in the X-direction. If our M92 value for X were 100.00, we would change it by sending the command M92 X98.52 to our printer because 20*100 / 20.30 = 98.52.
Calculate the cube in various places (along the same axis). It is beneficial to take several measurements and average them with the extruder. However, you do not need to print several objects in this case.
3D Benchy: 3D Print Failures And How To Fix
How to Calibrate a 3D Printer
Filament Settings Fine-Tuning
Every roll of filament is different. Different manufacturers’ plastics, and even different shades of the same substance, have other properties. You’ll need to fine-tune your filament settings to get the best prints possible. Using the settings suggested by the filament manufacturer is usually enough to produce good 3D prints. However, repeat these steps each time you open a new roll of filament for better performance.
Step 1: Measure your filament

To determine the actual diameter of the filament, use calipers. The diameter of a roll of filament often varies by a few percent from the diameter reported by the manufacturer. The diameter tolerance is generally printed on the spool.
Take the average of your measurements after measuring your filament in a few (at least three) positions along with the spool. In your slicer, enter this result as the filament diameter. This number is crucial since it ensures that your printer can extrude the correct amount of filament.
Step 2: Determine the ideal print temperature

How to Calibrate Your 3D Printer – 3D Printer Calibration
Several choices are available on the internet, but the basic concept is the same. Printing a “temperature tower” will help you find the correct temperature to 3d print. They are divided into blocks of varying heights, with each block to be printed at a different temperature. After printing, you will decide the best temperature to 3D print your content by analyzing the blocks.
On the other hand, If your slicer does not support printing at various temperatures and heights. Printing a temperature tower can require some effort. You will need to edit your G-code before printing manually. You must insert G-code commands to set the extruder temperature. M104 is the starting point for such commands.
Measure the height of each block first. Call this number H so that the various blocks begin at height 0, H, 2H, 3H, and so on. Then, in your preferred editor, open your G-code file. Look for commands beginning with G1 that instruct your printer on traveling. There will be a plethora of these in your G-code format. Find the first G-code command with G1 Z[H]. (It may also include X and Y movements.) Insert the line M104 S[T] before this one, where T is the block’s temperature starting at height H.
E.g., if the blocks are 1 cm (10 mm) tall and the temperatures range from 185°C to 220°C in 5°C increments, find the first command containing G1 Z10 (this means that the hot end reaches a height of 10 mm). Insert line M104 S190 immediately before this line to set the hot end to 190°C.
Repeat this modification with the required temperature for each block, then print the modified G-code file.
Or use Cura and calibration script to prepare a quick temperature tower. Check the Slice Print Roleplay video below.
Examining the different blocks after you’ve printed a temperature tower will allow you to decide the best temperature to 3D print your content. Choose the temperature that appears to be the most appealing. Set this as your printing temperature, and you’re all set!
How to Calibrate a 3D Printer
Torture a Little More

We’ve covered the most critical methods for calibrating your 3D printer’s settings as well as several slicer settings for your filament. However, there are many other settings that you may tweak to better your prints. People sometimes use “torture tests” to know if their printer is good or bad. Printing and perfecting such 3D prints will aid in the resolution of such problems as bridges and overhangs. They are also helpful in diagnosing a wide range of issues.
Although 3DBenchy (also known as “Benchy”) is the most common torture test, you can find plenty of others by searching for torture tests on your favorite STL site. We won’t go into depth because each torture test is unique, but most come with guidelines on diagnosing problems and failure points.
***
New to 3D printing or just starting? Also, we recommend the TeachingTech YouTube Channel 3D Printer Calibration website for different 3D printer calibrations settings.
Let us know in the comments below or on our Facebook page to let us know your ideas, and we would appreciate seeing pictures of your works of art!


