
Table of Contents
Filament changes and mid-print insertions are simple with Cura. Learn how to use the Cura pause at height function!
Cura is a well-known slicing program that most 3D printers use to prepare their models for printing. It turns the 3D model into G-Code, which is understandable by the 3D printer.
Cura’s popularity stems from the fact that it is interoperable with most 3D printers. It also has a lot of editing and altering capabilities for 3D prints.
Modifying and editing G-Code is also possible with the Cura program. The ability to pause prints at a specific point or height is one of the features we’ll look at in this post.
Pausing your 3D print at a specific moment between layers is hugely beneficial. The most common is multi-color 3D printing or inserting magnets or other parts in your 3D printed object.
Continue reading to discover how to use the “Pause at height” function properly. We’ll also go over some more pointers to help you along your 3D printing journey.

What Is the Cura Pause at Height Feature
Let’s say you only have a single nozzle 3D printer but still want to print multicolor objects or insert an object into your 3D print. The feature “Pause at Height” will assist you in reaching your objectives: It’s an Ultimaker Cura feature that allows you to pause a 3D print at the desired height.
Ultimaker Cura is one of the most extensively used slicers in 3D printing, with a slew of incredible features built-in to help you get the most out of your 3D printing. Pausing a print at a specific height is one such feature. The main reason you’d want to use this feature is to do multicolor printing, as it allows you to swap out your filament in the middle of a print.
Of course, there are other reasons as well, so let us show you how to use Cura’s pause feature as well as other options for pausing your print in the middle.
Where Can You Find Cura Pause at Height?
Let me demonstrate how to accomplish it:
Step 1: Before utilizing the “Pause at Height” function, make sure you’ve already sliced the print. You can do this by pressing the slice button on the bottom right of the screen.
Step 2: Select the Extensions menu from the toolbar at the top of Cura. There will be a drop-down menu that appears.
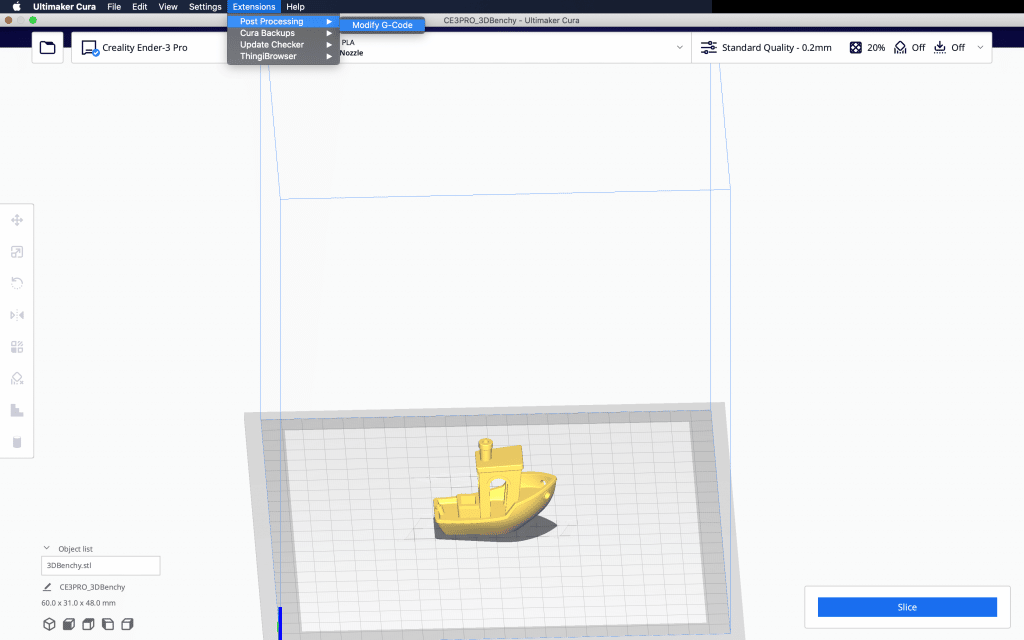
Step 3: Select Post-processing from the drop-down menu. Select Modify G-Code after that.
Step 4: Click Add a script in the new window that appears. You’ll find several choices for altering your G-Code here.
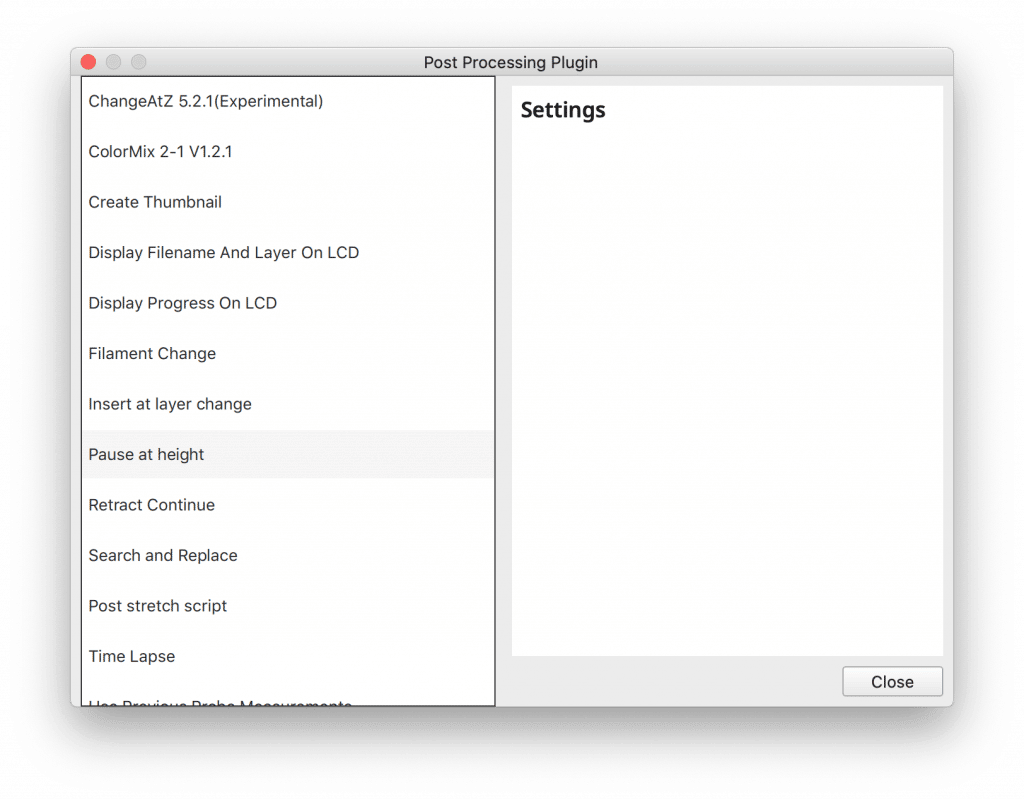
Step 5: Select the “Pause at height option” from the drop-down menu.
You’ve discovered the functionality and can now utilize it. You can add extra pauses by repeating these procedures many times.
How Do I Use Cura Pause at Height Feature?
Now that you know where to look for the functionality in Cura, it’s time to learn how to use it.
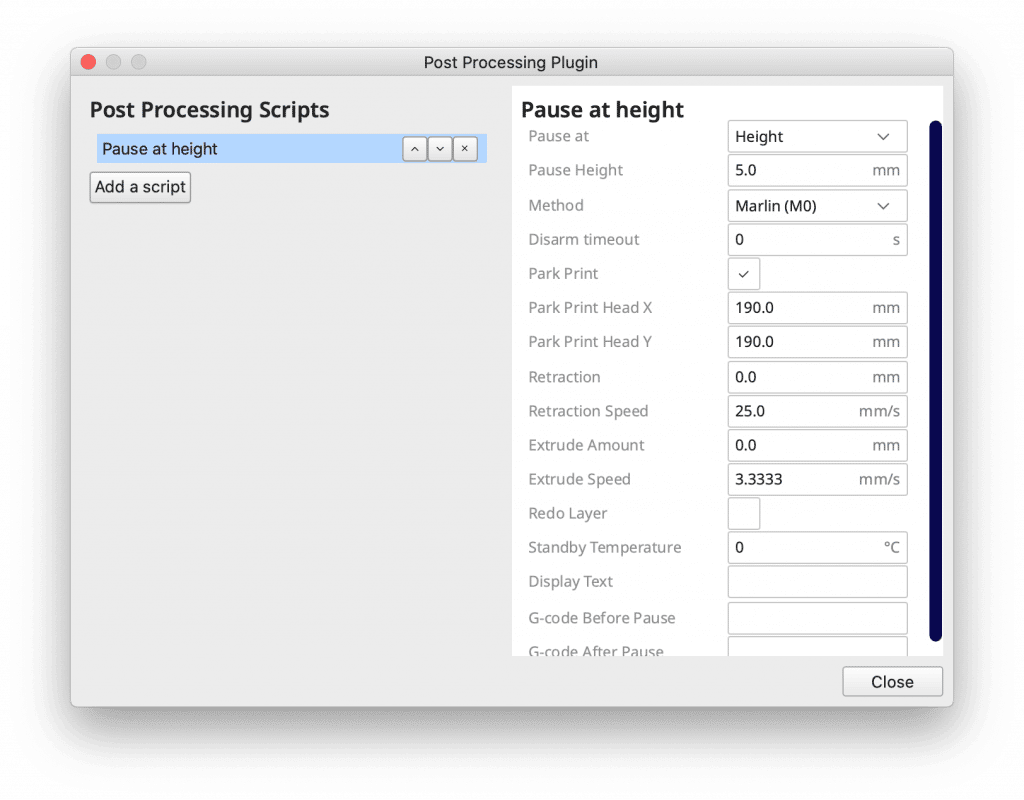
The Cura pause at height option opens a menu where you can customize the pause parameters. Each of these parameters has a different function and affects the 3D printer’s behavior during and after the pause.
Let’s have a look at these variables.
Pause at
When using the pause at height feature, the first option you must specify is “Pause at.” It provides the unit of measurement Cura will use to determine where to pause the print
Cura has two central measurement units:
Pause Height: Cura measures the print’s height in millimeters and pauses printing at the height selected by the user. Knowing the exact height, you need before the print is paused is highly beneficial and accurate.
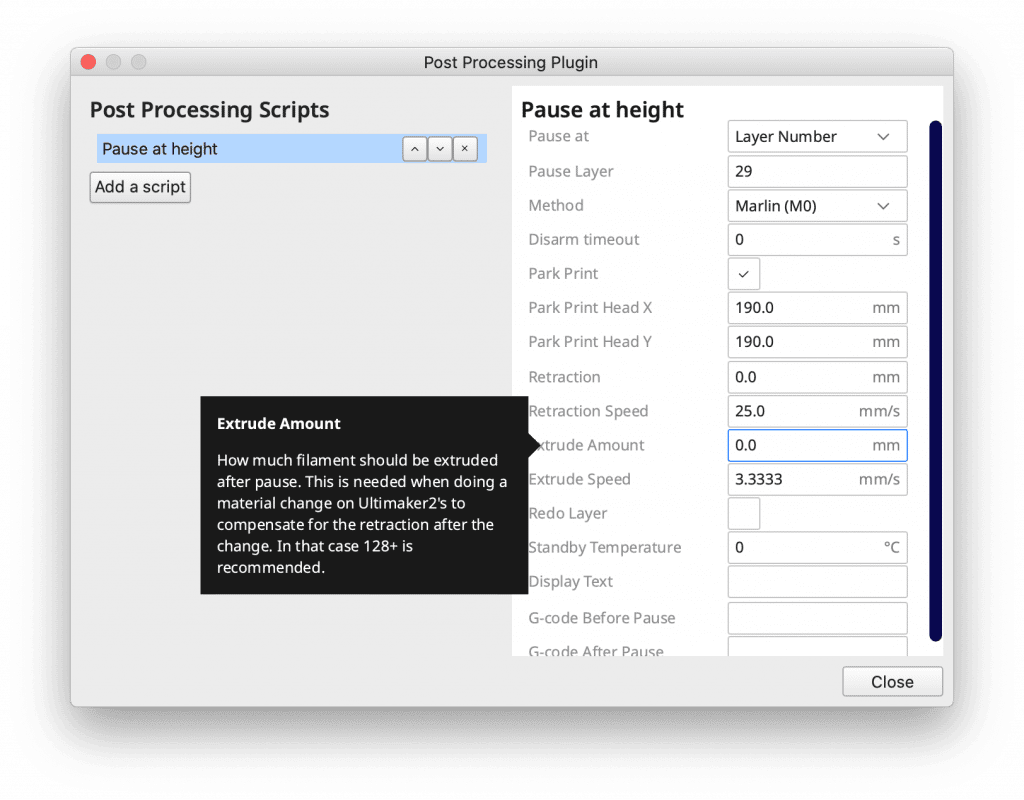
Pause Layer: This command pauses the print at a specific layer in print. As we previously stated, you must slice the print before using the “Pause at height command.”
The “Pause layer” uses the layer number as a parameter to identify where to halt. After slicing, use the “Layer View” tool to select the layer you want.
Park Print Head (X, Y)
After pausing the print, the Park print head indicates where the print head should be moved.
It’s nice not to have the print head above the print if you need to do some work on it or change filaments. The print head can get in the way or harm the model if you need to extrude or run out the residual filament.
In addition, if the print head stays over the print for an extended period, the heat from the print head can damage the print.
The X and Y dimensions of the Park Print Head are in millimeters.
Retraction
Retraction determines how much filament is sucked back into the nozzle when the printing pauses. Retraction is usually used to prevent stringing or oozing. It’s done in this situation to release pressure in the nozzle while still allowing it to perform its original purpose.
The parameters of retraction are also in millimeters. A retraction distance of 1–7mm is usually sufficient. It all relies on the nozzle length of the 3D printer and the filament used.
Retraction Speed
As you might expect, the retraction speed is the rate at which the retraction occurs. It’s the motor’s rate at which the filament is pulled back.
You must be careful with this setting because the nozzle may jam or clog if you mistake. It’s usually preferable to leave it at Cura’s default speed of 25 mm/s.
Extrude Amount
The printer must warm-up and prepare for printing again after the pause. To do so, it must extrude filament to compensate for the retraction, and, in the case of a filament change, it must also run out the old filament.
The amount of filament used by the 3D printer for this procedure is determined by the extruded amount. This must be specified in millimeters.
Extrude Speed
After the pause, the extrude speed defines how quickly the printer will extrude the new filament.
Please keep in mind that this will not be your new printing speed. It’s simply the printer’s rate to process the extruded amount.
It measures speed in millimeters per second.
Redo Layers
After the pause, it explains how many levels you may wish to redo. After the pause with the fresh filament, it replicates the previous layer(s) the printer did before the pause.
It’s especially handy if the nozzle doesn’t prime adequately.
Standby Temperature
Keeping the nozzle at a predetermined temperature during long pauses is always good to save starting time. That’s what the standby temperature setting accomplishes.
It allows you to specify a temperature for the nozzle to leave throughout the pause. When you set a standby temperature, the nozzle will remain at that temperature until the printer turns back on.
Resume Temperature
The nozzle must return to the correct temperature for printing the filament after halting. It’s for this reason that the resume temperature function exists.
When the printer resumes, the resume temperature accepts the temperature parameter in degrees Celsius and immediately heats the nozzle to that temperature.
Technivorous 3DPrinting walks you through the Cura pause at height process in the video below.
Cura Pause at Height Function: Common Issues
During or after the pause, stringing or oozing.
Adjust the retraction and retraction speed parameters to solve this problem. According to most users, the retraction should be around 5mm.
Ender 3: Pause at Height Isn’t Working
Cura Pause at Height command may not work correctly on newer Ender 3 printers with 32-bit chips. This is due to a difficulty with the M0 pause command in the G-Code being read correctly.
After inserting the Pause at Height script, save your G-code to overcome this issue.
Edit the M0 pause instruction to M25 in the G-code file using Notepad++. You should be fine to go now if you save it. Check out this page for further information on editing G-code in Notepad++.
The Pause at Height feature is a fantastic tool that provides users with creative freedom. I hope you have a lot of fun making 3D prints now that you know how to use them.
post thumbnail (source: Jimmy Shaw’s Tidbits YouTube Channel)


