
Table of Contents
Do you have a problem with 3D printer under extrusion and don’t know how to fix it? For some simple fixes, check out this guide.
When the too little filament is extruded during a print, this is known as 3D printer under extrusion. Gaps, missing layers, insufficiently small dots, and even microscopic dots or holes might emerge in print due to this. When under extrusion develops, print quality and print strength suffer.
If you routinely have under extrusion, it could be a problem with your settings and calibration or a hardware issue (if the problem suddenly arises). Check for hardware issues first, and if you’ve had successful prints with the same setup in the past, be cautious about altering slicer settings too far.
We’ll look at several quick remedies for 3D printer under extrusion to help you get rid of this annoyance. But first, make sure you have a preferred calibration cube or test print you can use to fine-tune your settings.
Check Nozzle & Hot End

A clogged nozzle is the most prevalent cause of 3D printer under extrusion. Your printer suddenly starts under-extruding, especially if you’ve been putting off maintenance on your printhead. In that instance, the issue is most likely a clogged nozzle. Even a minor obstruction can cause your 3D printing to fail.
Cleaning or replacing the nozzle on your printer will solve the problem. Other times, the answer is far more complicated. Brush the nozzle with a wire brush and use a nozzle cleaner of the appropriate size to push out residual material and clear the nozzle hole.
Check Bowden Tube & Cold End

Check your printer’s Bowden tube (or cold end if it’s a direct-drive system) if your nozzle is clean, but you’re still getting 3D printer under extrusion. Deteriorated PTFE tubing can sometimes fuse to the filament, causing a blockage.
Remove the collet clip, press down the collet around the PTFE tube, and give the tube a vigorous tug to remove the clogged filament and incorrect PTFE tubing. This prevents the Bowden tube from being removed because the filament is caught in the nozzle. It will also assist in heating your hot end to printing temperature (200 °C), but use caution if you use this option.
Assume you have a printer with a direct drive extruder. In that situation, you’ll need to inspect the printhead’s cold end to ensure that the filament may be pushed into the hot future without being obstructed.
If your bowden tube needs to be replaced. Check the bowden tubes below.

![]()

![]()
Examine the Extruder Gears

Extruder gears that haven’t been cleaned are a common cause of 3D printer under extrusion. This will prevent the extruder from grasping the filament and forcing it through the nozzle. Extruder gears can grind the stationary filament and accumulate filament shards and debris on the gear teeth, especially if you’ve previously experienced blockage troubles.
A short wire brushing should take care of the problem in no time!
Check for Filament Knots

If you’ve tested all potential faults with your printer’s hardware, you have a spool issue. Spool knots and tangles are an unavoidable part of the 3D printing process. Check out our tangle-free guide for more information.
Unwinding your filament past the knot’s origin and carefully spooling it back up is the best technique to fix a knot or tangle. Use a filament clip in the future!
Raise the printing temperature

Different filament brands and colors will require slightly varying printing temperatures even within the same material category. Assume you recently changed filaments and are now experiencing under extrusion. You’ll likely need to alter the print temperature in that scenario. The filament will not flow properly if the print temperature is too low.
Increase your print temperature by 5 degrees Celsius until you discover the right temperature for your machine and material. You can alter this setting by printing a single temperature tower or repeatedly printing a test and adjusting the temperature. You can test multiple temperatures at the same time.
Change the Settings for Retraction

Assume you retract the filament too quickly or too far. The extruder will not be able to push enough filament through the nozzle to generate a flawless layer in this instance. You may need to alter your reetraction settings if you’re witnessing 3D printer under extrusion near corners or seams of your prints.
Reduce your retraction distance by 1 mm at a time while increasing your retraction speed by 5 mm/s. Stop when you notice that the problem has vanished or has become insignificant. If your prints start stringing and blobs, you’ve changed your distance and speed too much and need to return. Always use a 2-mm retraction distance and ac 45-mm/s speed as a basic rule of thumb.
Check Filament Diameter
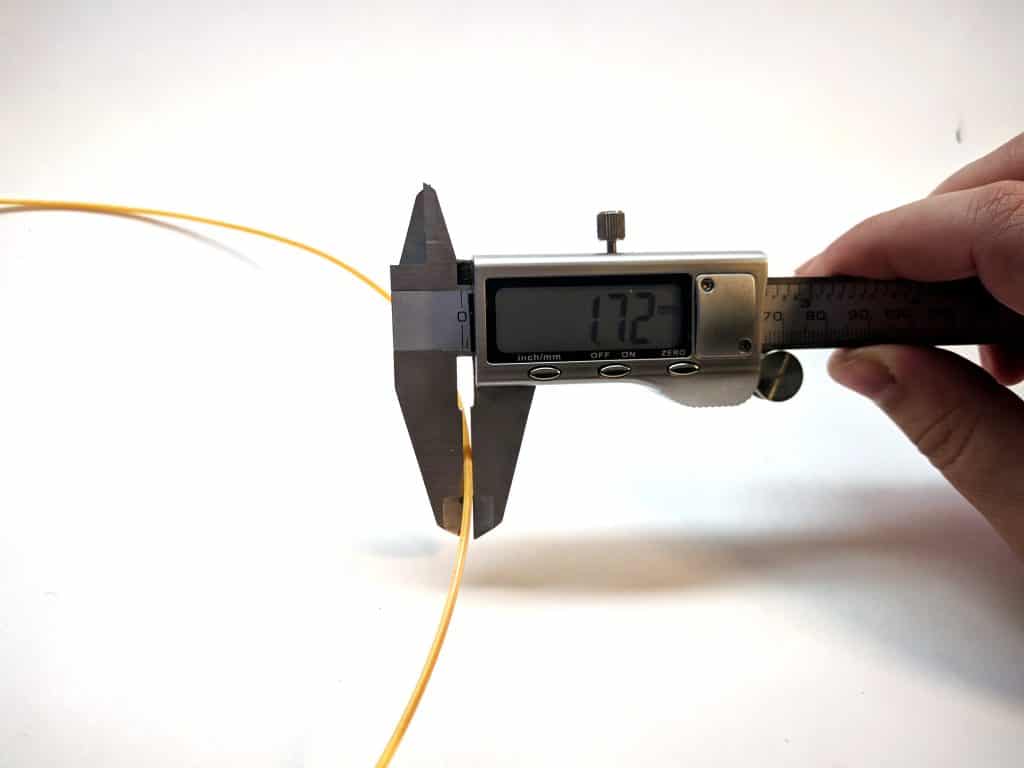
This update corrects a common error: improper filament diameter input. If your slicer expects 1.75-mm filament, but you’re trying to print with a 3 mm wide filament, the extruder won’t be able to push the filament at a reasonable rate.
To determine the correct diameter of your filament, use calipers. Even a 0.1-mm error can cause printing problems in some cases.
Boost the Flow Rate
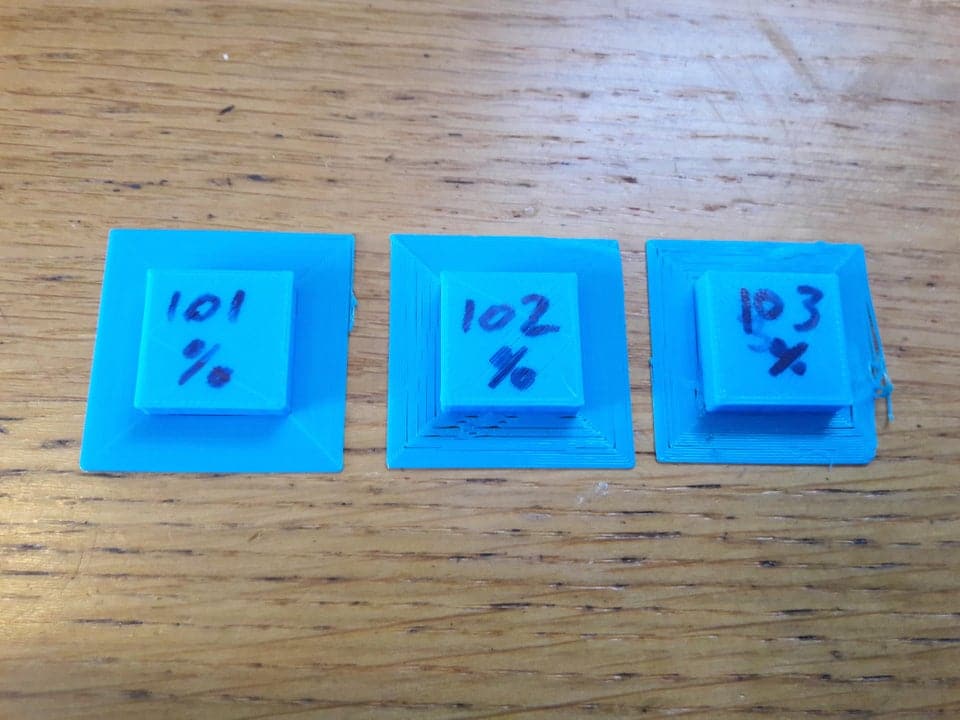
Assume that all of your hardware is in excellent condition. If none of the settings above work and you’re still getting under-extruded prints, consider increasing the flow rate of your slicer (also known as extrusion multiplier). More filament will be pushed through your nozzle, resulting in fuller prints.
Adjust this value by 2.5 percent until it’s just right. However, excessively increasing this level can result in jamming. Flow rates will vary slightly according to the filament’s brand, color, and material. Don’t increase this value above 1.1 (or 110 percent) as a general guideline. Otherwise, other issues will arise.
You should never change this parameter if you’ve previously created good prints with the same printer, settings, and material. If under extrusion occurs at random, the problem is most likely hardware-related.


