
Table of Contents
If you’ve ever been frustrated with filthy 3D Printing Bridges, stay reading for some simple suggestions on keeping your 3D printing bridging clean!
What is 3D Printing Bridging?
Bridging issues are very prevalent, and thankfully, they’re pretty simple to solve. In 3D printing, bridging is an extrusion of material that connects two raised points horizontally. However, if you’re reading this, your prints’ bridges are probably not too horizontal. Don’t be too hard on yourself.
So, let’s take a look at some quick pointers for getting the best bridging 3D printing results!
Examine Your Printer
Before fiddling with the settings, check to see how well your printer can (or can’t) bridge. This bridging test can be printed. You’ll see which bridge lengths are difficult for your printer in just one print. Bridges with a span of 50 to 100 mm are decent, whereas bridges with 150 mm or more are exceptional. Don’t be concerned if this test fails; the goal is to determine the scope of the problem.
Increase cooling

Increase your print cooling first to improve your printer’s bridging capabilities (print fan speed). When manufacturing bridges with a low print cooling setting, the filament will simply sink into a molten mass. As a result, start at 100 percent fan speed and monitor for bridge improvements.
Your fan setting is too high if you’re experiencing blockage or poor layer adhesion. Reduce it by 5% at a time, and then the following simple remedy.
Reduce the Flow Rate

The material must set rapidly to cleanly bridge a gap. If there’s too much-molten filament coming out of the nozzle, it won’t have time to solidify. This will likely result in your print looking like the London Bridge is collapsing.
Your printer will be able to extrude a constant flow of filament that can cool into a lovely bridge by lowering the Flow Rate (or Extrusion Multiplier) in your slicer.
Reduce the temperature
The following suggestion is relatively similar to the one before it. The printing material will not have enough time to cool and set if the nozzle temperature is too high and too much filament is allowed to flow. This will likely cause the filament to stick to your nozzle or build a messy bridge.
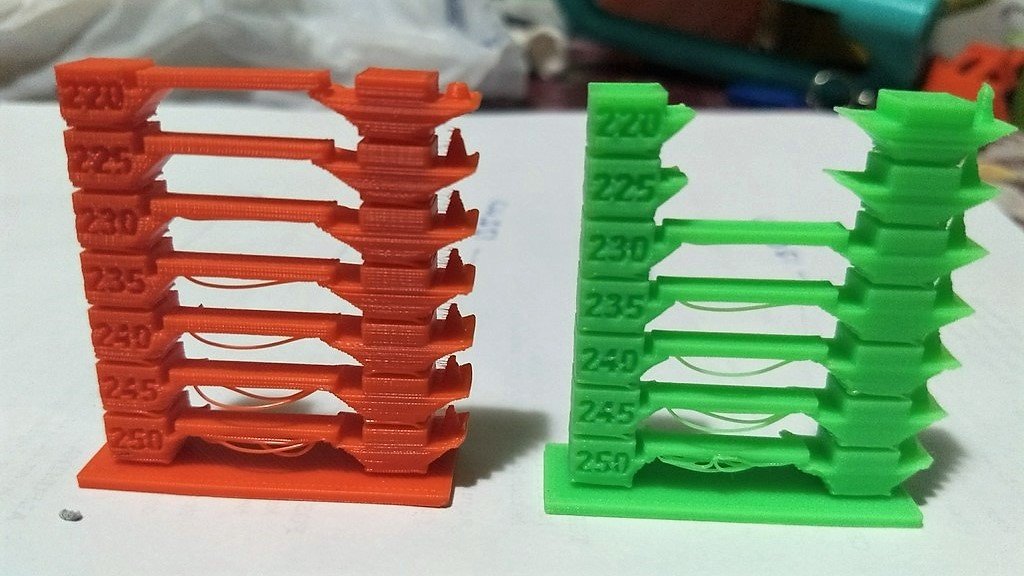
A temperature tower is an excellent tool to see how your printer reacts to various temperatures. You’ll need to tweak the G-code such that the temperature changes with each level to print one. Select Extensions > Post-processing > Modify G-code and add the “Vary Temp With Height” plug-in to get to this option in Cura.
You can set the height increment (how often you want to modify the temperature) and the temperature increment from here (for how much you want to change it). In the Thing details, the designer of the temperature tower model provides the necessary code for Slic3r and Cura.
Reduce the print speed

High print speeds might also impact the quality of the bridge. The filament will not have enough time to attach to the preceding layer or set in time to bridge a gap if your nozzle moves too quickly. In other words, high print speeds can lead to massive messes.
Reduce your print speed in 10-mm/s increments until you notice a difference. But don’t go too slowly. If your nozzle goes too slowly, the filament will droop after being suspended in the air for too long. So, experiment with different speeds until you discover the one that suits you best.
Change the model’s orientation

If you’re sick of fiddling with settings to acquire longer bridges or simply don’t have the time, try orienting your model to completely (or mostly) eliminate bridges. Remember the 45° rule: If an overhang exceeds 45 degrees, you’ll need to consider supports.
Check out our post on how to master printing overhangs more significant than 45 degrees if you’re feeling very bold.
Supports should be added

Why not use them while we’re on the subject of support? Bridge supports will alleviate your concerns about sloppy bridges. They can be a headache to remove, but we have a guide to help you succeed with support.
Remember that after printing, you’ll need to remove the supports! Sanding and other types of post-processing are your allies! Some models make removing the print nearly impossible, or it’s challenging to do it without ruining the print’s surface.
Adjust your Slicer’s 3D Printing Bridging Setting

Change your Slicer’s setting according to your needs. On PrusaSlicer gives better results with long 3D printing bridging. However, on Cura, you need to enable the 3D Printing bridging setting under Experimental Tab or search for 3D printing bridging.


