
You could be warping your own bed when leveling, adjusting your spring tensions, and using a visual guide to level 3d printer bed. Many people might be warping their beds while leveling them, leading them to believe that their beds came warped. This article explains what could go wrong and how to stop it.
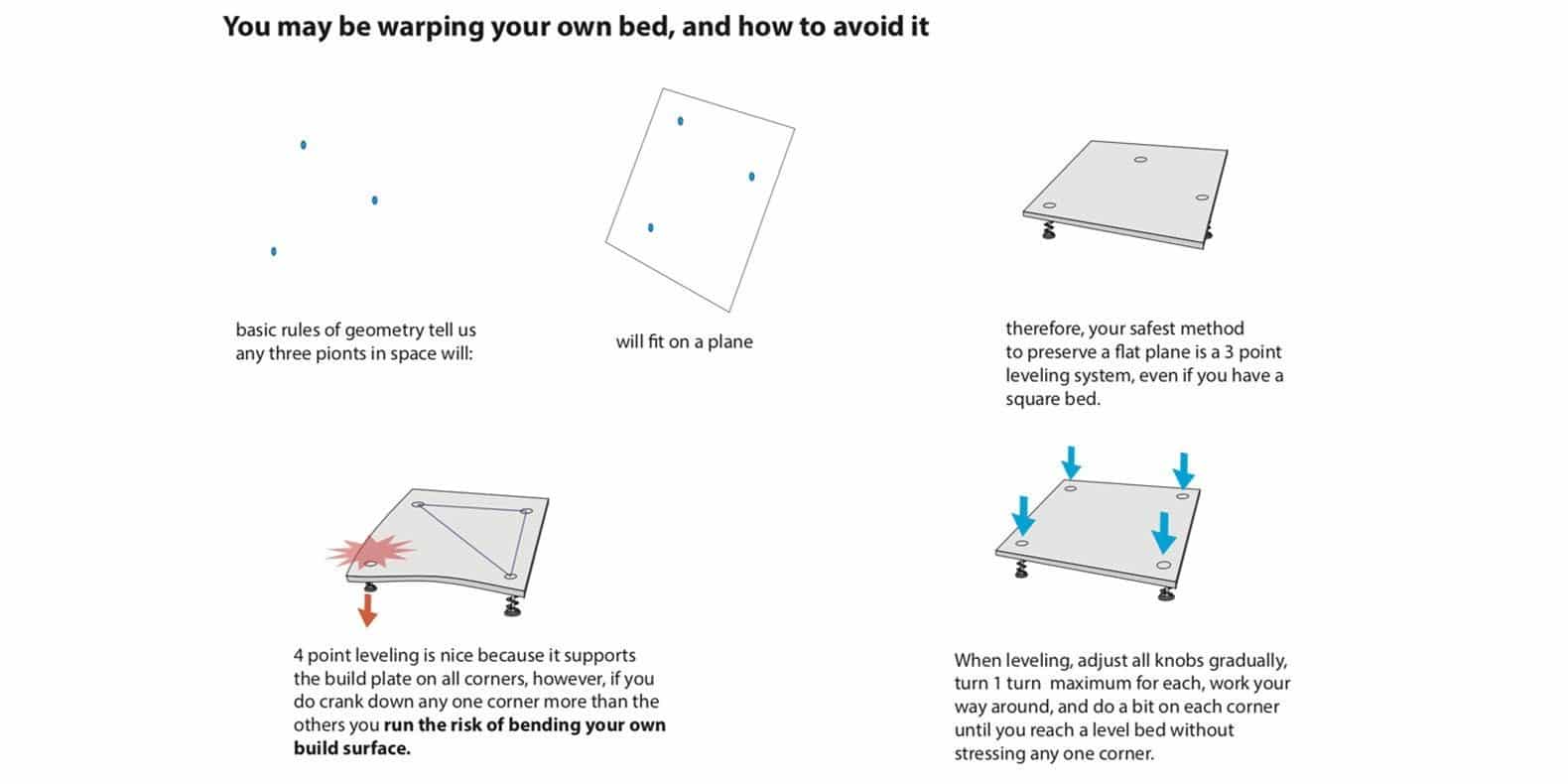
According to simple geometry principles, any three points in space can contain a flat plane.
Machines with three leveling screws are the best for this purpose.
While 4 point leveling is convenient since it supports the build plate from all sides, if you crank down one corner more than the others, you risk bending your own build surface.
So, when leveling, turn each knob one turn at a time, work your way around, and do a little on each corner until you have a level bed without stressing any one corner.

How to make sure your 3D printer bed is level?
1. Tighten all of the bed leveling knobs until the springs are half-compressed. To avoid bending your bed, tighten each one gradually. If you have this sort of setup, you can eyeball how much thread is sticking below the knob to get them equal.
2. home your 3D printer. If your nozzle isn’t hitting your build surface when your home, change your z-stop limit switch and re-home until it’s just touching it.
3. Once your nozzle is in contact with your build surface at home, use proper bed leveling software to properly level and set the distance. If you follow these measures, you’ll have a level bed with proper bed spring compression for a more rigid setup.
Here are several pointers on how to level your bed properly. It is critical that your bed is level and that the appropriate gap is set for each print. If you’ve mastered the technique, you’ll probably just need to make minor on-the-fly changes while the printer is laying down the skirt for the rest of the time.
You’ll need a printer function that runs around the bed and stops the nozzle for a few seconds right above each leveling knob before going on or a G-Code that does the same thing that you can use via the print function.

Preparation to Level 3D Printer Bed Perfectly
You’ll need to make sure your home is set up properly. To compress bed springs and set the Z limit switch, follow the steps outlined above. Use your printer’s leveling software or a leveling gcode. Pushing your bed and print head around would result in very inaccurate results. Run your gcode or leveling software after heating your bed and nozzle to the desired print temperatures. Check for globs and filament in your nozzle tip. Make sure the leveling mechanism comes to a complete stop over the bed leveling screws.
Heat your printer to the perfect print temperature now (both nozzle and heated bed).
Run your leveling software or gcode after it has heated up.
Do not adjust your hot end or bed because this will trigger movement on the Z and false readings.
Place a strip of copy paper (I prefer the heavier kind – around 28 lb. stock) under the nozzle as it comes to a halt at each point, and if there is no drag, adjust the leveling knob at that point before it does. You can feel a drag on the paper if you move the paperback and forth with a grip about 60 mm from the nozzle. If you can’t get the paper under the nozzle by pulling or pushing it, get out of bed before it passes. If you turn a single knob more than once, your bed may bend; you may have to change all of the knobs together for the first round. Allow it to proceed to the following corner. Carry on in the same manner for all four corners. Repeat the process; you’ll find that moving one corner will influence the others. Rep until you’ve gone all the way around all of the bed leveling knobs without changing anything. That’s it, your bed is now perfectly flat.
Now we’ll use a live level to set the gap.
Set your slicer to print about 2-3 skirt lines as far away from the component as possible, so it comes close to the printer’s edge.
Set your part to print, and while the skirt lines are being laid down, visually inspect and change your knobs closest to the print areas as required.
Close the gap slightly if the bead on the bed is too round and heavy.
It’s perfect if it’s flat-topped and a little wider than the nozzle width.
If it’s too transparent and won’t flow out, your gap is too small, and you can widen it slightly.
You may need to play with your gap since different print surfaces and filaments require different gaps. PETG, for example, does not like the nozzle dragging across it, so a larger gap might be needed. Squish is often recommended, and printing the first layer very slowly (40 percent print speeds) is worth it to get a decent layer.
You can do this for and print or only the live level between prints if your level is fairly stable.



